
当前位置:首页 > 产品中心
辊磨机堆焊








































辊磨机堆焊
2020-11-25T15:11:27+00:00

磨辊堆焊
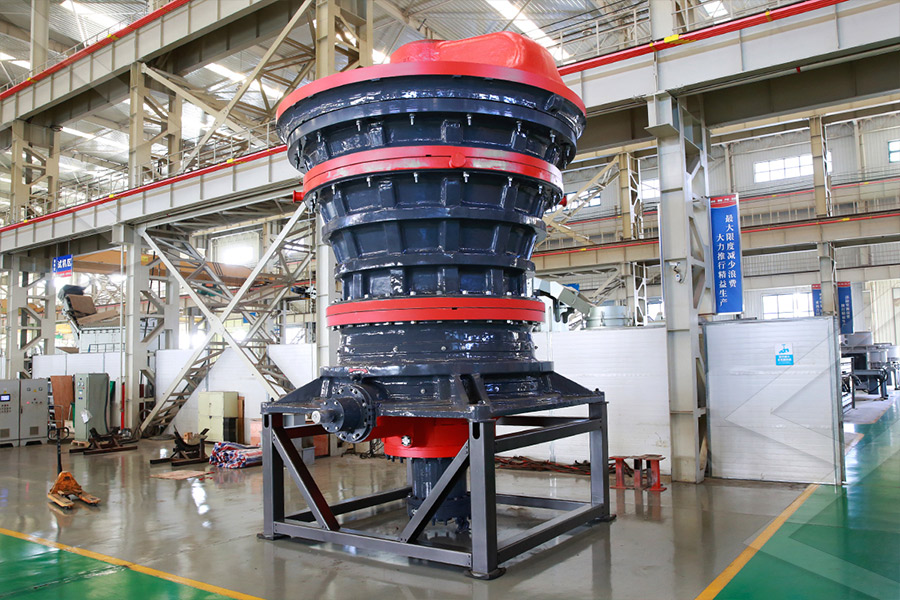
一、什么是堆焊 堆焊是采用焊接方法将具有一定性能的材料熔敷在工件表面的一种工艺过程。 它与一般焊接方法不同,不是为了连接工件,而是对工件表面进行改性,以获得所 磨辊作为 立磨机 的重要研磨部件,关乎着物料成品的质量,磨辊的材质有很多种,其中堆焊磨辊主要采用高合金钢材质,辊面耐磨层是通过堆焊方式加工而成,具有抗冲击力强、 立磨机磨辊堆焊的六大注意事项

立磨磨辊硬面堆焊技术详解河南华冠环保科技
立磨磨辊硬面堆焊技术详解 辊式立磨在粉磨系统中由于其能节省大量的能源因而逐渐被广泛应用,对于磨机辊轮及磨盘的磨损问题便日益明显起来。 部件的不规则磨损,加上因磨耗而使得 我国火力发电厂的磨煤机磨辊大都采用高铬耐磨钢、高铬铸铁等高碳高铬材料制成,它们在一定温度下具有较好的耐磨性,故在国内各发电厂应用较广泛。 但是,其生产需有炼钢 ZGM95磨煤机磨辊堆焊技术 豆丁网

中速磨煤机磨辊堆焊修复的工艺研究中国期刊网
在堆焊修复磨辊过程中,焊接操作人员还应注意以下问题: 1)为保证焊接热输入尽量均匀地传给磨辊,第1层焊接时,焊接速度应稍快。 2)采用窄焊道焊接,比较合适的焊道横 堆焊过程中产生的分布均匀的裂纹,可以消除不同材质之间的收缩应力。 但如果辊子内存在铸造剩余应力,那么堆焊时产生的裂纹就有可能延伸至基体的内部,这种辊子就不能采 立磨磨辊及磨盘表面耐磨堆焊技术介绍 CCA数字水泥网

中速磨煤机磨辊堆焊修复的工艺研究 豆丁网
堆焊 磨煤 修复 焊接变 工艺 焊 道 null grid1980 分享于 23:09:268 更多>> 相关文档 教师资格证备考资料中学教育心理学讲义PPT课件第十二章 海底捞英文简介doc 煤 192、该磨辊堆焊工装,当弧形夹持板对磨辊充分固定后,齿轮不再进行转动,使多个第二齿轮、连接杆和转动盘形成一个整体,随着齿轮盘的转动,从而使转动盘和磨辊进行 一种磨辊堆焊工装的制作方法

磨煤机磨辊、磨盘堆焊检修文件包(正式版)doc全文可读
自动焊时,使用专用卡尺测量堆焊后磨煤辊、底盘瓦的外形尺寸,对照原产品的图纸要求,其周向尺寸偏差不大于士5mm,径向尺寸偏差不大于士15mm,堆焊层表面的鳞片状突起 2021年3月25日 磨辊采用分层堆焊,焊完一层再焊下一层,后一焊层的焊道安排在前一焊层的两焊道之间,同一焊层的每一焊道压住前一焊道的40%左右。 3 应选择合适的焊接工艺参数,这样可减少飞溅,改善焊道成型使其美观,施焊时需注意调整焊接工艺参数。 4 对磨辊磨损严重部位宜采用耐磨性较好的焊丝。 5 为降低层温,便于连续堆焊,提高焊缝表层硬度,明弧 立磨机磨辊堆焊的六大注意事项

立磨机磨辊堆焊失效原因
2021年3月30日 磨辊堆焊失效的类型主要有:疲劳、磨损、剥落和断裂,引起失效的主要原因如下: :磨辊运行周期过长,引起辊身表面冷作硬化,形成微裂纹后扩展。 第二:存在铸造缺陷,比如:裂纹、气孔、夹渣、缩孔等,在运行和堆焊过程中会不断扩展,特别是在应力集中部位容易产生裂纹,发生局部掉块、脱落或者断裂现象。 第三:断裂失效与铸件 2020年1月14日 立磨辊套 的材料堆焊中的主要问题就是堆焊基材焊接性问题,金属焊接性问题可以直接的理解为金属是否能够适合焊接加工的特性,这主要决定于堆焊金属的化学成分。 下面是立磨辊套堆焊时容易出现的问题以及解决方法。 焊接性主要表现为两个方面,一为金属经过焊接加工时对缺陷的敏感性,二为焊接热影响区内母材性能之间的变化。 焊接性 立磨辊套堆焊时容易出现的问题与解决方法介绍
磨辊堆焊磨辊堆焊价格、图片、排行 阿里巴巴
YD256堆焊药芯焊丝磨煤机磨辊溜槽矿山机械耐磨焊丝16mm 泸泰焊材 品牌 7天包换 ¥ 220 上海泸泰焊材有限公司 1 年 100Mo明弧堆焊耐磨焊丝磨辊辊压机桶装250公斤耐磨板414N埋弧焊丝 耐特 品牌 7天包换 ¥ 210 南宫市固本合金焊材有限公司 8 年 同款 YD256堆焊药芯焊丝磨煤机磨辊溜槽矿山机械耐磨焊丝16mm 鼎苏焊材 品牌 一件代发 ¥ 220 鼎苏焊材 (苏 2007年8月1日 国内大多数立磨磨辊均为高铬材质,因铸造工艺有瓶颈,铸造的产品自身应力存在,装配在磨机内部后,受安装设施的影响,应力更是有增无减,而现场堆焊施工时前所做的染色探伤却无法全面检测表面的裂纹,此时,若是强行施焊,焊接材料所产生的应力会导致磨辊产生断裂。 •现场施焊成本高。 现场堆焊既要制作辅助设备,又要安排人员食宿 立磨磨辊及磨盘现场硬面堆焊浅谈立磨磨辊磨盘水泥网

ZGM95磨煤机磨辊堆焊技术及经济性分析 百度学术
2004年11月11日 摘要: 介绍了ZGM95磨煤机磨辊的使用工况条件,通过对磨煤机磨辊的焊接性分析,着重阐述了如何控制焊接线能量来保证焊接质量;当磨辊因磨损达到报废尺寸后,在其表面堆焊一种耐磨性很好的金属材料,可比新磨辊有更好的耐疲劳性,硬度和耐磨性,由此可创造显著的经济效益和社会效益2011年2月8日 辊面采用热堆焊,耐磨层维修较方便。 辊压机挤压辊是粉磨生产的主要部件,磨损后的表现不同。 在生产工艺中,随着 产量的增加,磨料与挤压辊表面不断摩擦,不断磨损,变得越来越粗糙,到一定程 度,挤压辊就会产生斑马纹缺陷。 当缺陷尺寸超出允许范围时,就需要频繁对挤压辊 进行修复和更换。 在新挤压辊制造或对旧挤压辊修复时,一 挤压辊堆焊工艺研究 豆丁网
一种磨辊堆焊工装的制作方法
2022年12月2日 192、该磨辊堆焊工装,当弧形夹持板对磨辊充分固定后,齿轮不再进行转动,使多个第二齿轮、连接杆和转动盘形成一个整体,随着齿轮盘的转动,从而使转动盘和磨辊进行同步的转动,便于操作人员对磨辊进行观察和固定堆焊。 203、该磨辊堆焊工装 2022年3月7日 ⑷堆焊次序及厚度:辊面预热后,要先用506焊条堆焊1-3层,将辊找圆。然后均匀地堆焊数层D-667,达到应有厚度。D-667焊层堆焊完后,再堆焊一层D-65,堆焊厚度为3-5mm;D-65焊层堆焊后,再用D-65堆焊一层凌形花纹。(辊面磨损的产生,须 堆焊百度百科
堆焊复合制造(立磨堆焊要点)河南华冠环保科技
堆焊失效形式包括疲劳、磨损、剥落和断裂,它包括的原因如下: 1、 磨辊运行周期过长引起辊身表面的冷作硬化并形成微裂纹后扩展; 2、 铸造缺陷:如裂纹、气孔、夹渣、缩孔等在运行和堆焊过程中会不断扩展,特别是在应力集中部位容易产生裂纹,发生局部掉块、脱落或者断裂现象; 3、 断裂失效与铸件在铸造过程中和热处理过程中产生的缺陷有直接关系, 众所周知, 立磨磨辊 是立磨机的主要消耗部件之一,它的使用情况直接关系到立磨的生产效率和质量。 采用立磨磨辊表面堆焊技术,近些年来在立磨机行业得到了广泛应用,并取得良好的应用效果,这对提高立磨机生产效率、延长立磨机使用寿命、降低生产成本具有重要意义。 图:立磨磨辊 目前,立磨 磨辊堆焊 主要分三种情况,不同的情况采用的 立磨磨辊堆焊工艺及材料如何选择

ZGM95磨煤机磨辊堆焊技术及经济性分析 百度学术
摘要: 介绍了ZGM95磨煤机磨辊的使用工况条件,通过对磨煤机磨辊的焊接性分析,着重阐述了如何控制焊接线能量来保证焊接质量;当磨辊因磨损达到报废尺寸后,在其表面堆焊一种耐磨性很好的金属材料,可比新磨辊有更好的耐疲劳性,硬度和耐磨性,由此可创造显著的经济效益和社会效益 在这种情况下,应定期检查衬板的磨损情况,当磨辊磨损量趋近25mm、磨盘磨损量趋近10mm时,可以通过堆焊来修复磨辊、磨盘尺寸,以保证产量。 避免因衬板磨损导致振动增大,进而影响主减速机的运行安全。 如果发现磨盘衬板出现母材损伤时,应及时更换衬板。 12 挡料圈磨损 挡料圈的作用是使物料在磨盘上能够得到充分的研磨,挡料圈的高 如何提高立磨产量?这5个因素需要了解 知乎

立磨磨辊及磨盘现场硬面堆焊浅谈立磨磨辊磨盘水泥网
国内大多数立磨磨辊均为高铬材质,因铸造工艺有瓶颈,铸造的产品自身应力存在,装配在磨机内部后,受安装设施的影响,应力更是有增无减,而现场堆焊施工时前所做的染色探伤却无法全面检测表面的裂纹,此时,若是强行施焊,焊接材料所产生的应力会导致磨辊产生断裂。 •现场施焊成本高。 现场堆焊既要制作辅助设备,又要安排人员食宿行及补 192、该磨辊堆焊工装,当弧形夹持板对磨辊充分固定后,齿轮不再进行转动,使多个第二齿轮、连接杆和转动盘形成一个整体,随着齿轮盘的转动,从而使转动盘和磨辊进行同步的转动,便于操作人员对磨辊进行观察和固定堆焊。 203、该磨辊堆焊工装 一种磨辊堆焊工装的制作方法

磨辊堆焊磨辊堆焊价格、图片、排行 阿里巴巴
YD256堆焊药芯焊丝磨煤机磨辊溜槽矿山机械耐磨焊丝16mm 泸泰焊材 品牌 7天包换 ¥ 220 上海泸泰焊材有限公司 1 年 100Mo明弧堆焊耐磨焊丝磨辊辊压机桶装250公斤耐磨板414N埋弧焊丝 耐特 品牌 7天包换 ¥ 210 南宫市固本合金焊材有限公司 8 年 同款 YD256堆焊药芯焊丝磨煤机磨辊溜槽矿山机械耐磨焊丝16mm 鼎苏焊材 品牌 一件代发 ¥ 220 鼎苏焊材 (苏 炉磨煤机辊套及磨盘堆焊技术协议docx,PAGE 新疆东方希望有色金属 #5炉磨煤机辊套及磨盘在线堆焊 技术协议 2021年12月 技术标准书 11 工程概况 新疆东方希望有色金属址位于新疆吉木萨尔县准东五彩湾煤电煤化工基地,由新疆东方希望有色金属 炉磨煤机辊套及磨盘堆焊技术协议docx原创力文档

立磨磨辊磨盘硬面堆焊修复百度文库
立磨磨辊磨盘硬面堆焊修复 f焊接速度:1015kg/h ; 焊接形状:宽约 812mm,高约 34mm; 层间温度:≤120℃。 二、施工工艺 工艺流程:表面清理→探伤检查→堆焊→补焊→表面处理 1、表面清理:堆焊前必须清除工件表面的油污、泥砂、铁锈等肮物, 油污可用碱清洗。 2、探伤检查:用量具检查工件磨损量,并用着色渗透探伤剂进行探 伤,查看有